




Технология контроля
Для проведения диагностики необходимо обеспечить доступ в трубопровод: робот загружается через вырез в трубе.
Вырез может быть выполнен в тепловой камере или при помощи шурфа.
Диагностический комплекс, в том числе пульт управления, расположен в автолаборатории на базе автомобиля категории Б.
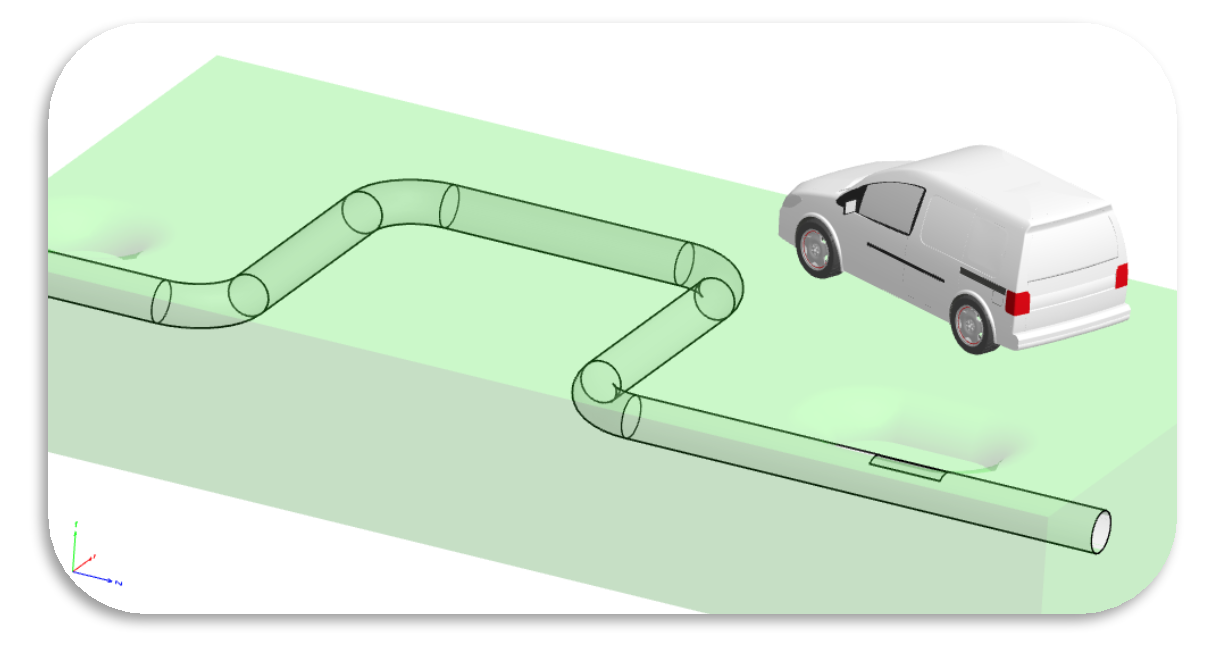
С одной точки загрузки робот может диагностировать до 500 метров в каждую сторону от выреза.
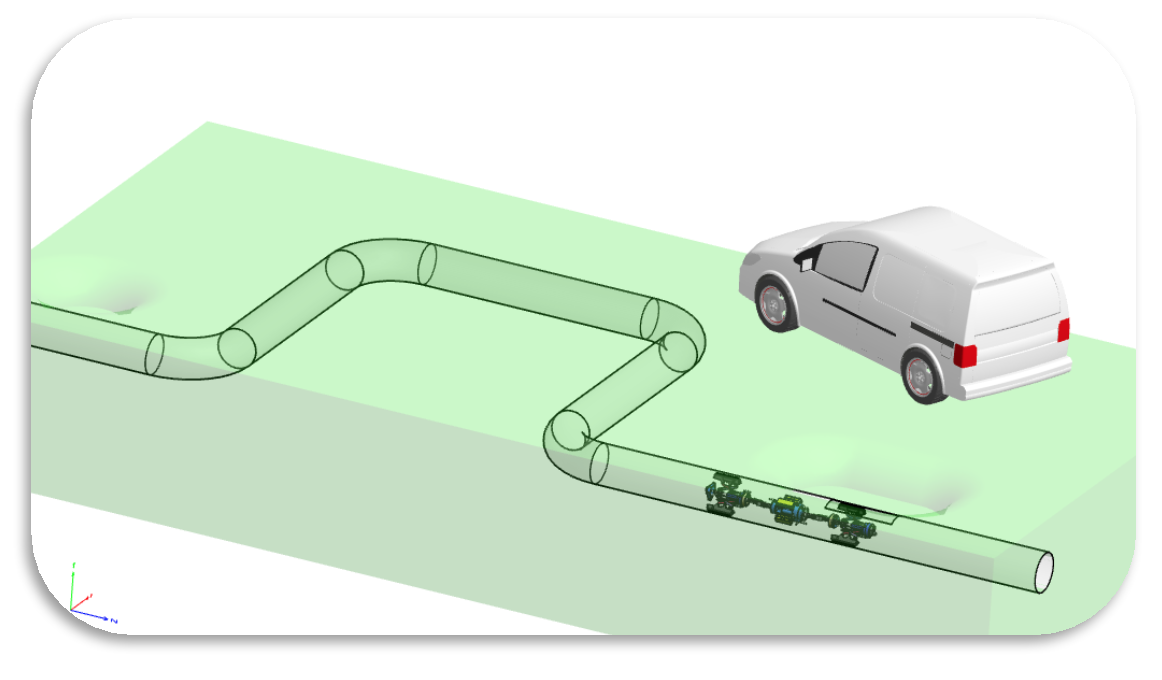
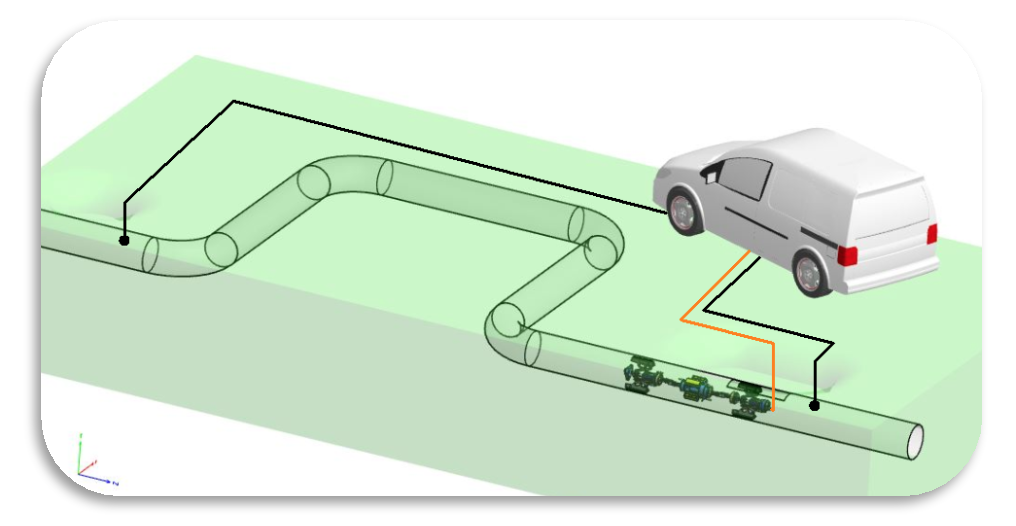
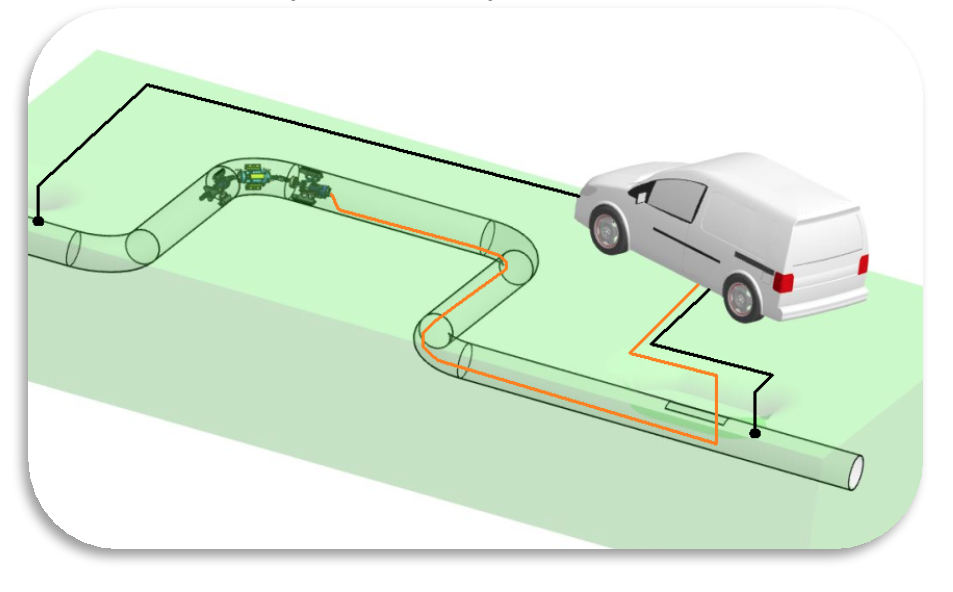
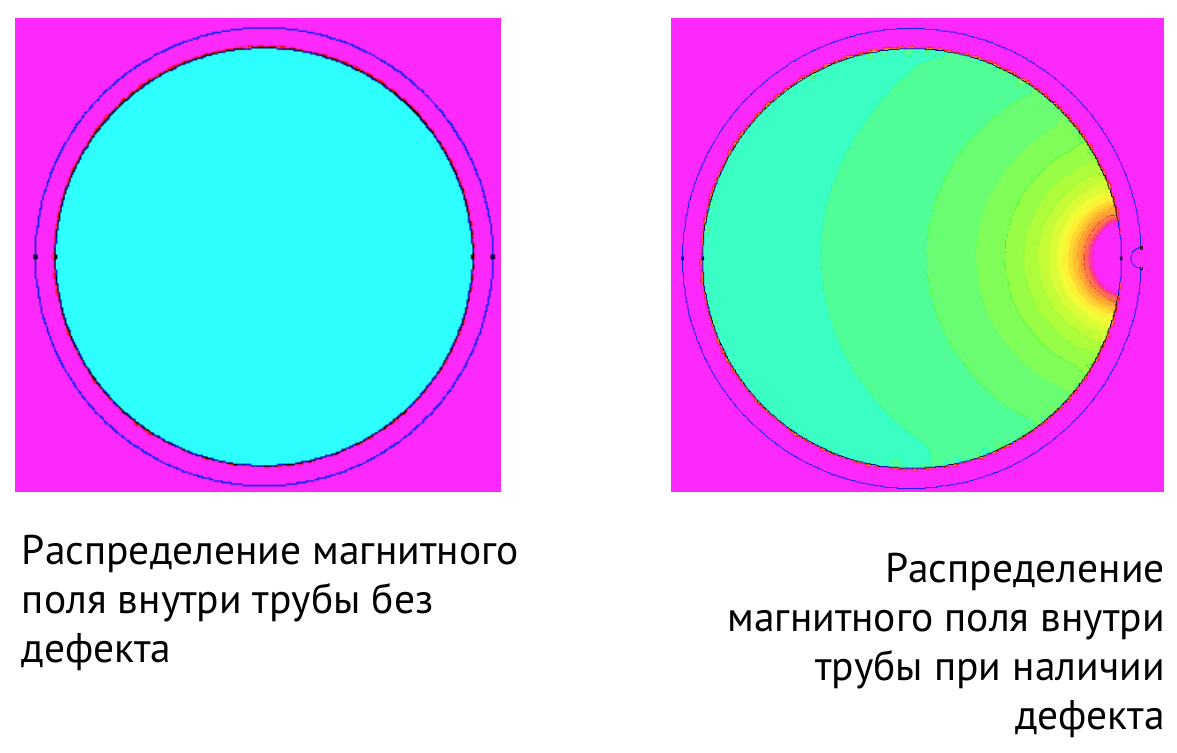
К концам диагностируемого участка трубы необходимо подключить электрические провода. По трубе пропускается электрический ток, это необходимо для возбуждения магнитных полей, распределение которых считывается датчиками на роботе внутри трубы.
Диагностический робот перемещается внутри трубопровода, производя сканирование 100% площади трубы. Датчики выявляют аномалии магнитного поля в местах дефектов. Используя специальный алгоритм, программа определяет остаточную толщину металла.


- Конфигурация: 16:16 каналов
- Разъем преобразователя: UT/TOFD: Разъем Lemo 1 и BNC-разъем PA: I-PEX
- Модулирующее напряжение: UT/TOFD: от -100 до -450 В (шагами по 10 В) PA: от -25 до -75 В (шагами по 5 В)
- PRF: UT/TOFD: 1 – 1500 Гц PA: 1 – 5000 Гц
- Диапазон усиления: UT/TOFD: 100 дБ (шаги 0,1 дБ) PA: 76 дБ (шаги 0,1 дБ)
- Диапазон частот: UT/TOFD: 200 кГц – 22 МГц PA: 200 кГц – 14 МГц

Полная совместимость с широким диапазоном обычных датчиков и датчиков с фазированной дифракционной решеткой, а также сканеров
- Конфигурация: 2 канала ультразвуковой дефектоскопии (UT)
- Разъем преобразователя: Разъем Lemo 1 и BNC-разъем
- Модулирующее напряжение: от -100 до -450 В (шагами по 10 В)
- PRF: 1 – 1500 Гц
- Диапазон усиления: 100 дБ (шаги 0,1 дБ)
- Диапазон частот: 200 кГц – 22 МГц
Полная совместимость с широким диапазоном обычных датчиков и датчиков с фазированной дифракционной решеткой, а также сканеров
- Конфигурация: 2 канала ультразвуковой дефектоскопии (UT)
- Разъем преобразователя: Разъем Lemo 1 и BNC-разъем
- Модулирующее напряжение: от -100 до -450 В (шагами по 10 В)
- PRF: 1 – 1500 Гц
- Диапазон усиления: 100 дБ (шаги 0,1 дБ)
- Диапазон частот: 200 кГц – 22 МГц

В дефектоскопе реализована уникальная технология True-To-Geometry-Imaging (TTGI), позволяющая построить работу с прибором следующим образом:
- Все статистически значимые размеры объекта контроля вводятся в память прибора
- На основании введенных данных прибор строит визуальное прозвучиваемое сечение объекта, позволяя выбрать оптимальное расположение преобразователей и осуществить трассировку ультразуковых лучей, обеспечивающих необходимую полноту контроля.
- Чувствительность и другие параметры настраиваются операторoм для центрального луча в выбранном диапазоне прозвучивания в режиме стандартного ультразвукового дефектоскопа с применением соответствующих стандартных образцов на основании требований к объекту, критериев отбраковки и пр.
- Прибор автоматически формирует набор циклов излучения-приема (фокальных законов), которые, выполняясь последовательно один за другим, из одной точки расположения преобразователя на объекте, обеспечивают прозвучивание поперечного сечения в соответствии с выполненной трассировкой, причем каждый фокальный закон характеризуется индивидуально подстроенными усилением, углом ввода, задержкой и длительностью развертки, а также, при необходимости, кривой DAC.
- Прибор запоминает массив А-Сканов, получаемых в результате последовательного выполнения всех сформированных фокальных законов в быстродействующей буферной памяти (память фокальных законов), из которой передается в компьютер, генерирующий в реальном времени изображение сечения объекта с дефекта ми, расположенными в их реальных позициях.
ФР-преобразователи, закрепленные в сканере, реализуют прозвучивание сварного шва – каждый со своей стороны, при этом поперечное сечение шва отображается путем наложения на шаблон и суперпозиции двух сектор скан-изображений, формируемых обоими ФР-преобразователями, либо одного из двух названных изображений. Способ отображения поперечного сечения может быть изменен в любой момент как во время сканирования, так и в режиме обработки данных.

Прибор способен работать в трех режимах:
- Стандартная ультразвуковая дефектоскопия;
- Технология фазированных решеток;
- Метод TOFD.
Благодаря новейшим инновациям в области программного обеспечения, конструкции и возможностей, ультразвуковой дефектоскоп TOPAZ 16 идеален для наиболее распространенных областей применения, включая:
- Контроль качества сварных соединений;
- Контроль коррозии;
- Ручная дефектоскопия или с помощью энкодера;
- Инспекция деталей сложной формы и структуры и много другое.

- Компактный размер сканера и дефектоскопа А1550 IntroVisor, а также простота подготовки и настройки позволяют быстро проводить двухсторонний контроль стыковых сварных швов одним оператором
- Работа в составе с одной или двумя антенными решетками М9170
- Контроль различных типов сварных соединений толщиной от 8 мм и кольцевых швов труб диаметром от 114 мм
- Автоматическая подача контактной жидкости
- Скорость сканирования до 20 мм/с
- Ручное управление скоростью сканирования
- Ручное подруливание относительно оси сварного шва с помощью лазерного указателя
- Простота конструкции, высокая надежность, высокая ремонтопригодность
- Компактный размер сканера и дефектоскопа А1550 IntroVisor, а также простота подготовки и настройки позволяют быстро проводить двухсторонний контроль стыковых сварных швов одним оператором
- Электрический двигатель для автоматического перемещение сканера
- Управление скоростью сканера осуществляется непосредственно с электронного блока дефектоскопа
- Работа в составе с одной или двумя антенными решетками М9170
- Контроль различных типов сварных соединений толщиной от 8 мм и кольцевых швов труб диаметром от 114 мм
- Автоматическая подача контактной жидкости
- Скорость сканирования до 20 мм/с
- Ручное подруливание относительно оси сварного шва с помощью лазерных указателей
- Простота конструкции, высокая надежность, высокая ремонтопригодность

- 16:64
- Встроенный TOFD
- Превосходное изображение
- 100 % цифровая запись данных
- Высокая скорость сканирования
- Мультисканирование
- Одновременная работа с ФАР & A-Скан
- Мгновенный расчёт Фокальных законов
- Удобство формирования отчётов
- Защищённость корпус IP 65
- Удобные модули настройки
- 3D Моделирование процесса сканирования
- База данных по настройкам ПЭП
- ВРЧ, DAC, АРД, ACG
- 16 битная архитектура
- Возможность записи данных на внешни USB носители
- Работа с роликовыми ФАР преобразователями
- Горячая замена батарей
Возможности дефектоскопа HARFANG VEO
Мощная платформа дефектоскопа HARFANG VEO открывает новые функциональные возможности для решения задач ультразвукового контроля с использованием фазированных решёток. Предварительное 3D моделирование процесса контроля позволяет дефектоскописту менять расположение преобразователей на объекте и исходя из полученных данных оптимизировать настройки, также модель контроля может быть отражена в общем отчёте. Фокальные законы пересчитывается мгновенно после подтверждения любых изменений настроек.
Разрешение по углу составляет 0,1 градуса при 1024 фокальных законах. Возможность одновременного вывода нескольких сканов от разных преобразователей на экран дефектоскопа повышает производительность. HARFANG VEO позволяет работать с S/L/C сканами, строить виды объекта контроля Сверху и Сбоку. Реализована возможность одновременной работы в TOFD и ФАР, при высокоскоростной цифровой запись 100 % данных контроля, с сохранением формы каждого сигнала.
Дефектоскоп HARFANG VEO оснащён двумя независимыми каналами с генераторами по 400 В для работы с стандартными одноэлементными преобразователями для работы на объектах с высоким затуханием или больших толщинах. Впечатляющие характеристики цифровой платформы основанной на 16 битной архитектуре позволяют получать чёткие изображении сканов за счёт высокопроизводительного аналого-цифрового преобразователя.
Удобные измерительные инструменты позволяют мгновенно определить размеры дефекта и его координаты в объекте контроля. Помимо стандартных декартовых и полярных курсоров в дефектоскопе HARFANG VEO реализованы 2D и гиперболические курсоры для использования c TOFD.
Антибликовый цветной TFT LCD дисплей дефектоскопа VEO обладает высочайшим качеством отображения в любых условиях, в том числе и при отрицательных температурах.




Основные преимущества дефектоскопа:
- дисплей диагональю 8,4" ;
- частота развертки 60 Гц ;
- сочетание портативности и высокой производительности;
- обширная функциональность;
- использование инновационных технологий;
- сбор данных в режиме реального времени;
- интуитивный интерфейс и управление;
- превосходные эксплуатационные качества;
- программное обеспечение ESBeamTool позволяет быстро смоделировать объект и схему контроля;
- соответствие контроля международным нормам и стандартам;
- оптимальное соотношение цены и качества.

Многоканальный дефектоскоп- толщиномер АУИУ «СКАНЕР»
предназначен для создания на его основе автоматизированных линий высокоскоростного ультразвукового контроля в технологическом потоке производства различных изделий: труб, листов, дисков, колец, валов, поршней и т.п., заготовок металлоконструкций и других изделий. В зависимости от задачи контроля дефектоскоп может иметь до 32 независимых каналов. Дефектоскопия и толщинометрия сварных соединений и основного металла изделий проводятся со скоростью до 2 м/с.
Дефектоскоп имеет возможность подключения:
- внешнего компьютера;
- датчика измерения расстояний и/или фотозатворов;
- датчика угла поворота;
- дефектоотметчиков;
- блока управления внешними механизмами
- Возможность загрузки сканера через имеющиеся люк-лазы, свечные линии от Ду 300 мм, технологические отверстия 320х240 мм.
- Обеспечивается внутритрубный контроль трубопроводов без дополнительных очистных мероприятий, при этом сканер движется по траектории вдоль трубы, объезжая загрязненные участки.
- Обследование основного металла и сварных соединений элементов трубопроводов с применением телевизионно-оптической системы (визуально-измерительный контроль) и антенных решеток с акустическими датчиками с сухим точечным контактом (волноводный ультразвуковой контроль, поперечная ультразвуковая волна SH-поляризация).
- Блок управления предназначен для управления сканером, формирования первичных диагностических данных, и передачи их на ПК оператора. (Рисунок 2a, Рисунок 2b)
- Встроенные в сканер литий-феррум полимерные аккумуляторы емкостью 200 Вт*ч, обеспечивают до 8 часов автономной работы (скорость передвижения сканера: в транспортном режиме – до 5 п.м./мин., в индикаторном режиме контроля – до 0,3 п.м./мин.).
- Протяженность обследования обеспечивается отсутствием линий связи между оператором и сканером.
- Управление движением сканера и получение диагностической информации на пульт оператора в режиме реального времени осуществляется по Wi-Fi каналу (на удалении до 1500 п.м. от места загрузки сканера). (Рисунок 3)
- Блок ультразвукового контроля построен на базе ультразвуковых преобразователей с сухим точечным контактом (СТК), позволяющей возбуждать и принимать ультразвуковые колебания в стенке деталей трубопровода без применения контактной жидкости – только за счет трения керамического протектора преобразователя с поверхностью металла.
- Набор из 32-х преобразователей СТК образует антенную решетку (АР), фазируемую в требуемом направлении и формирующую направленные ультразвуковые волны в стенке деталей трубопровода. Диапазон частот от 20 до 80 кГц. (поиск дефектов с высотой более 10% от толщины стенки деталей, эффективная длина контроля до 4 000 мм). (Рисунок 4, Рисунок 5, Рисунок 5a)
- Телевизионно-оптическая система сканера обеспечивает визуальный контроль в процессе выполнения работ по ВТД.
- Телевизионно-оптическая система включает в себя HD камеру с 5 Мп матрицей и объективом с углом зрения 180 градусов, два светодиодных прожектора и привод поворота модуля в вертикальной плоскости.
- Скорость передачи видеоинформации с учетом пропускной способности радиоканала – до 20 кадров в секунду, что обеспечивает потенциальную производительность визуального контроля до 5 погонных метров в минуту.
- Дополнительно в этом же модуле размещен датчик измерения концентрации метана и проекционный лазер.
- На сканере размещены два идентичных блока телевизионно-оптической системы – в передней и задней частях корпуса. Направление обзора определяется оператором. Вторя камера необходима при реверсном перемещении сканера в трубах малого диаметра (Ду менее 500 мм), в которых невозможно выполнить разворот сканера.
- Передвижение сканера-дефектоскопа по произвольной траектории обеспечивается магнитными мотор-колесными модулями.
- Магнитный модуль изготовлен на основе редкоземельного магнита с высокой остаточной магнитной индукцией.
- Усилие отрыва магнитного мотор-колесного модуля от ферромагнитной поверхности – 600 H (60 кгс).
- В модуль встроены датчики Холла, контролирующие напряженность магнитного поля контура «колесо-поверхность», позволяющие фиксировать момент отрыва колеса от ферромагнитной поверхности.
- Встроенный в мотор-колесный модуль 3-х осевой МЭМС-инклинометр фиксирует угловое положение каждого модуля (погрешность измерения ± 0,1 градус), что позволяет реализовать функции трассировки пройденного участка ТТ КС (3D-топология) и управления движения сканера-дефектоскопа в автоматическом режиме.
- Прохождение сканера-дефектоскопа по внутренней полости ТТ КС по элементам различного сортамента (трубы, отводы, тройники, переходы, ЗРА) Ду 300-1400 мм обеспечивается конструкцией механической платформы.
- Транспортная платформа построена на основе 2-х осевой схемы, позволяющей реализовывать алгоритмы проезда тройниковых соединений, объезда препятствий, движения по произвольной траектории.
- Габаритные размеры сканера (в транспортном режиме) 310х230х210 мм, масса сканера с преобразователями – 18 кг.
Ситуационные планы передвижения сканера
- Работа внутри ТТ КС с Ду от 400 до 1420 мм.
- Прохождение прямолинейных участков и отводов с Ду 300 мм.
- Загрузка через технологические отверстия и люки.
- Прохождение неравно проходных тройников при горизонтальной и вертикальной их ориентации.
- Движение по стенкам труб в произвольном направлении и положении в транспортном режиме со скоростью не менее 5м/мин и режиме диагностики 0,1…1,5 м/мин.
- Удержание и движение по вертикальным поверхностям ТТ в условиях их загрязнения пылевыми и масляными отложениями.
- Равномерное движение в фиксированном положении вдоль оси трубы и по окружности.
- Оснащение передней и задней видеокамерами.


- Ультразвуковой контроль реализован на базе двух многоэлементных антенных решеток и алгоритмов цифровой фокусировки апертуры (ЦФА), что обеспечивает максимально возможную для ультразвукового метода чувствительность к дефектам, селекцию их типов, измерение эквивалентной площади и полный контроль всего сечения шва и околошовной зоны
- Акустический контакт обеспечивается за счет автоматической подачи контактной жидкости из бака через инжекторы непосредственно под антенные решетки, что создает стабильный акустический контакт при малом расходе жидкости и позволяет контролировать не менее 10 погонных метров сварного шва от одной заправки бака
- Лазерно-оптический канал, кроме решения задач визуального контроля, непрерывно измеряет положение антенных решеток относительно оси сварного шва, что используется для коррекции траектории движения
- Транспортная система построена на базе магнитного мотор-колеса, что обеспечивает её надежное перемещение и удержание на всей окружности трубы, а так же прижим антенных решеток к поверхности
- Механический выключатель магнитного поля позволяет легко снимать и устанавливать сканер на поверхность тела трубы
- Трехмерный датчик угла наклона и система позиционирования GPS / ГЛОНАСС / Galileo обеспечивают пространственную привязку получаемых результатов
- Bluetooth гарнитура оператора (наушник) позволяет оперативно следить за процессом проведения контроля в зашумленных условиях и с помощью кнопки на гарнитуре дистанционно управлять движением сканера-дефектоскопа
- Управление всеми узлами устройства в процессе сканирования, обработка получаемых данных и хранение результатов измерений выполняется электронным блоком сканера-дефектоскопа
- Протокол контроля с перечнем обнаруженных дефектов и их параметров, а так же результаты проверки на соответствие проконтролированного шва действующим нормам отбраковки отображаются на встроенном дисплее.
- Литий-феррум-полимерный аккумулятор, встроенный в электронный блок, обеспечивает непрерывную работу устройства в течение 4 часов с возможностью полного цикла заряда за 15 мин
- Моноблочное исполнение устройства позволяет транспортировать и эксплуатировать сканер-дефектоскоп силами одного оператора.
Возможности
Ультразвуковой сканер-дефектоскоп «А2051 ScaUT» имеет три основных режима работы:
- Режим ШОВ предназначен для общей оценки состояния сварного шва.
- Режим КРОМКА предназначен для общей оценки смещения кромок сварного шва.
- Режим АНАЛИЗ предназначен для детального изучения структуры сварного шва, с отображением информации о характере и количестве фиксированных дефектов и смещения кромок.





Многоканальный дефектоскоп- толщиномер АУИУ «СКАНЕР»
предназначен для создания на его основе автоматизированных линий высокоскоростного ультразвукового контроля в технологическом потоке производства различных изделий: труб, листов, дисков, колец, валов, поршней и т.п., заготовок металлоконструкций и других изделий. В зависимости от задачи контроля дефектоскоп может иметь до 32 независимых каналов. Дефектоскопия и толщинометрия сварных соединений и основного металла изделий проводятся со скоростью до 2 м/с.
Дефектоскоп имеет возможность подключения:
- внешнего компьютера;
- датчика измерения расстояний и/или фотозатворов;
- датчика угла поворота;
- дефектоотметчиков;
- блока управления внешними механизмами
- принцип работы устройства основан на волноводном эхо-импульсном методе контроля. Ультразвуковые колебания в металлическом теле трубы возбуждаются и принимаются бесконтактно (без применения контактной жидкости) с помощью электромагнитно-акустического (ЭМА) преобразователя.
- выявление в основном металле трубы стресс-коррозионных и коррозионных дефектов, выявление дефектов проката листов с указанием их количества, условных размеров и места расположения (координат).
- связь между ПК оператора и сканером-дефектоскопом осуществляется посредством Wi-Fi связи, что обеспечивает большую мобильность оператора и возможность дистанционного контроля.
- получение результатов контроля в режиме реального времени, что дает возможность принятия оперативного решения о назначении дополнительного контроля.
- непрерывное документирование результатов контроля в виде сканограммы трубы.
- возможность оперативного просмотра полученных сканограмм на дисплее ПК.
- постобработка сканограмм и регистрация результатов с указанием величины, местоположения, ориентации и типа дефекта.
- время подготовки сканера к работе составляет 3 минуты.
- возможность загрузки данных внутритрубной диагностики и приобщения их к отчету.
- блочная структура сканера-дефектоскопа позволяет обеспечить высокую ремонтопригодность и быструю замену блоков в полевых условиях одним оператором.
- сканер управляется одним и транспортируется двумя операторами, что обеспечивает высокую мобильность.
Возможности
- производительность сканирования составляет до 7 м/мин.
- высокая чувствительность позволяет обнаруживать КРН глубиной от 1 мм.
- Сканер работает на трубе после предварительной очистки газопровода от старой изоляции согласно ВСН 51-1-97 («Правила производства работ при капитальном ремонте магистральных газопроводов») и обеспечивает 100% повторяемость результатов.
- сканер-дефектоскоп обеспечивает более высокий процент выявляемости дефектов типа КРН и расслоений по сравнению с результатами ВТД.
- высокая надежность позволяет работать в диапазоне температур от минус 30° до плюс 50°С;
Программное обспечение: сканограммы, отчеты
Оператор получает сканограммы труб в режиме реального времени.
Данная сканограмма получена на трубе диаметром 1420 мм, длиной 2200мм. В верхней части находится образ «мертвой » зоны преобразователя, ниже – образ, соответствующий дефекту типа «КРН», образы продольного шва и «оборотного сигнала» (сигнала, прошедшего по окружности трубы).

По окончании сканирования трубы оператор выделяет аномальные области, на основе которых формируется отчет с координатами обнаруженных дефектов и схемой их расположения на трубе.

Пример отчета, созданного на основе полученной сканограммы. В отчете представляется основная информация об объекте контроля. Черными прямоугольниками представлены отмеченные оператором дефектные области. Горизонтальная полоса черного цвета внизу схемы представляет продольный сварной шов, ориентация которого указывается оператором при сканировании. Далее, в таблице представлены координаты и размеры выделенных дефектных областей.


- 100% запись А-Скана в любой точке контролируемого объекта;
- прорисовка геометрии сварного соединения, в том числе V-образной разделки кромок, таврового сварного соединения, углового сварного соединения, а также кольцевых сварных соединений, позволяющая точно определить местоположение найденного дефекта;
- измерение геометрических размеров дефекта: глубины залегания, условной ширины и протяженности;
- документирование полученных результатов в табличном виде, с А-Сканом найденных дефектов, максимальной амплитуды и геометрических размеров дефектов.





- Развертка: от 2.9 до 2975 мм (сталь)
- Дисплей: TFT 115 x 85 мм (320 х 240 точек) с регулируемой подсветкой и настраиваемыми цветовыми схемами
- Усилитель: широкополосный 0.5 - 15 МГц, + 4 узкополосных диапазонных фильтра
- 7 встроенных контуров согласования с номиналом 0,66мкГн, 1 мкГн, 2,2 мкГн, 3.3мкГн, 4,7мкГн, 6,8мкГн и 15мкГн
- Диапазон регулировки усиления: 110 дБ с шагом 0.5, 1, 2 и 6 дБ
- ВРЧ с диапазоном до 90 дБ, крутизной 12 дБ/мкс и построением кривой по 10 опорным точкам
- Работа с кривой амплитуда-расстояние: измерение уровня сигнала в дБ относительно кривой и режим АСД по кривой АРК
- Зондирующий импульс: радиосигнал амплитудой 200 В, с регулируемым числом периодов
- Частота повторения ЗИ: до 800 Гц в зависимости от установленных параметров или 40 Гц
- Детектор: положительная полуволна, отрицательная полуволна, полный детектор, радиосигнал (во всем диапазоне развертки)
- Отсечка: компенсированная от 0 до 80% высоты экрана
- Зоны контроля: две независимых, с индивидуальной логикой определения дефекта
- "Заморозка" А-сигнала
- Измерение толщины по одному сигналу или между двумя сигналами
- Точность индикации толщины: 0.01
- Память настроек: 100 настроек с А-сигналом и возможностью ввода названия настройки с клавиатуры
- Память результатов: 1000 (50 файлов по 25) протоколов контроля, состоящих из А-сигнала, огибающей, результата измерения, даты, времени и названия протокола
- Интерфейс USB для передачи А-разверток, параметров работы и результатов измерений на ПК
- Питание: 4 NiMh аккумулятора размера "D", внешний блок питания
- не менее 8 часов работы от аккумуляторов
- Вес: 2.5 кг с аккумуляторами
-
Цветной высоко контрастный TFT экран с разрешением 320х240 точек. Отличная видимость под различными углами обзора. Три настраиваемых цветовых схемы. Возможность работать на солнечном свету.
.jpg")
- Мощный генератор импульсов и высокая разрешающая способность приемного тракта
- Функция ВРЧ с динамическим диапазоном 90дБ и крутизной 12дб/мкс
- Функция АРК с двумя дополнительными настраиваемыми кривыми. Возможность измерять амплитуду дефектов относительно кривой АРК.
- Функция огибающей максимума сигнала
.jpg")



В ультразвуковом дефектоскопе реализован принцип обработки сигнала, позволяющий пользователю работать с "замороженным" (статичным) изображением сигнала, что намного упрощает работу оператора. В отличие от обычных дефектоскопов прибор УСД-46 оцифровывает сигнал не в экранном разрешении, а с максимальной для установленного частотного диапазона точностью. Это позволяет оператору, найдя требуемый сигнал, просто зафиксировать его кнопкой "заморозки", освободив руки, и после этого уже производить любые операции: изменять развертку, вводить задержку, пользоваться масштабированием сигнала в а-зоне ("электронная лупа"), менять положение зон контроля, работать с отсечкой и пр. параметрами, сохранять результат.




- Прибор компактен, легок (3,8 кг) и оснащен встроенным аккумулятором, рассчитанным на 6 часов автономной работы, что обеспечивает удобство эксплуатации и позволяет без труда переносить дефектоскоп к месту проведения контроля
- Простая настройка количества лучей, угла ввода, размера и фокуса
- Результаты контроля отображаются в реальном времени на полноцветном экране диагональю 16,5 см в А-развертке или В-развертке при этом существует возможность сохранения изображения на SD-карте в формате JPEG
- Прочный корпус и возможность выполнять управление прибором в чехле позволяют применять его в неблагоприятных условиях
- После установки обновленного программного обеспечения функции базовой модели ультразвукового дефектоскопа Phasor CV могут быть расширены до Phasor 16/16 Weld или Phasor XS 16/64, позволяющих применять метод фазированной решетки, при этом не требуется вносить изменения в конструкцию прибора.



- Цветной ЖК-дисплей с высокой контрастностью и большим углом обзора;
- Понятное меню с описанием отдельных функций и «помощью»;
- Измерение координат дефектов, система построений АРК по эталонным отражателям и ВРЧ, с функцией встроенных электронных АРД-шкал (по дополнительному заказу) для стандартных преобразователей и заданием характеристик преобразователя любого типа, кроме раздельно-совмещенных;
- Режимы остроконечной и прямоугольной формы зондирующего импульса;
- Выходы ТТЛ для управления внешними устройствами;
- Возможность запуска развертки и стробирующих устройств АСД от поверхностного отражения при иммерсионном контроле;
- Подавление донного эхо-сигнала для контроля качества акустического контакта, внешняя синхронизация;
- Возможность работы с прямоугольным зондирующим импульсом для повышения разрешающей способности при контроле изделий авиапромышленности.



- Эргономичный пыле-брызгозащищенный прочный пластиковый корпус со встроенной ручкой-опорой;
- ЖК-дисплей высокой контрастности с большим углом обзора и беспараллаксной электронной сеткой;
- Автономное питание от литиевых батарей, время работы до 14 часов;
- Фольговая клавиатура для выбора меню и функций;
- Вращающиеся ручки для регулировки чувствительности и задания значения функций.